

Intelligent fast fine adjustment equipment for CTRSⅢ ballastless track slab
-
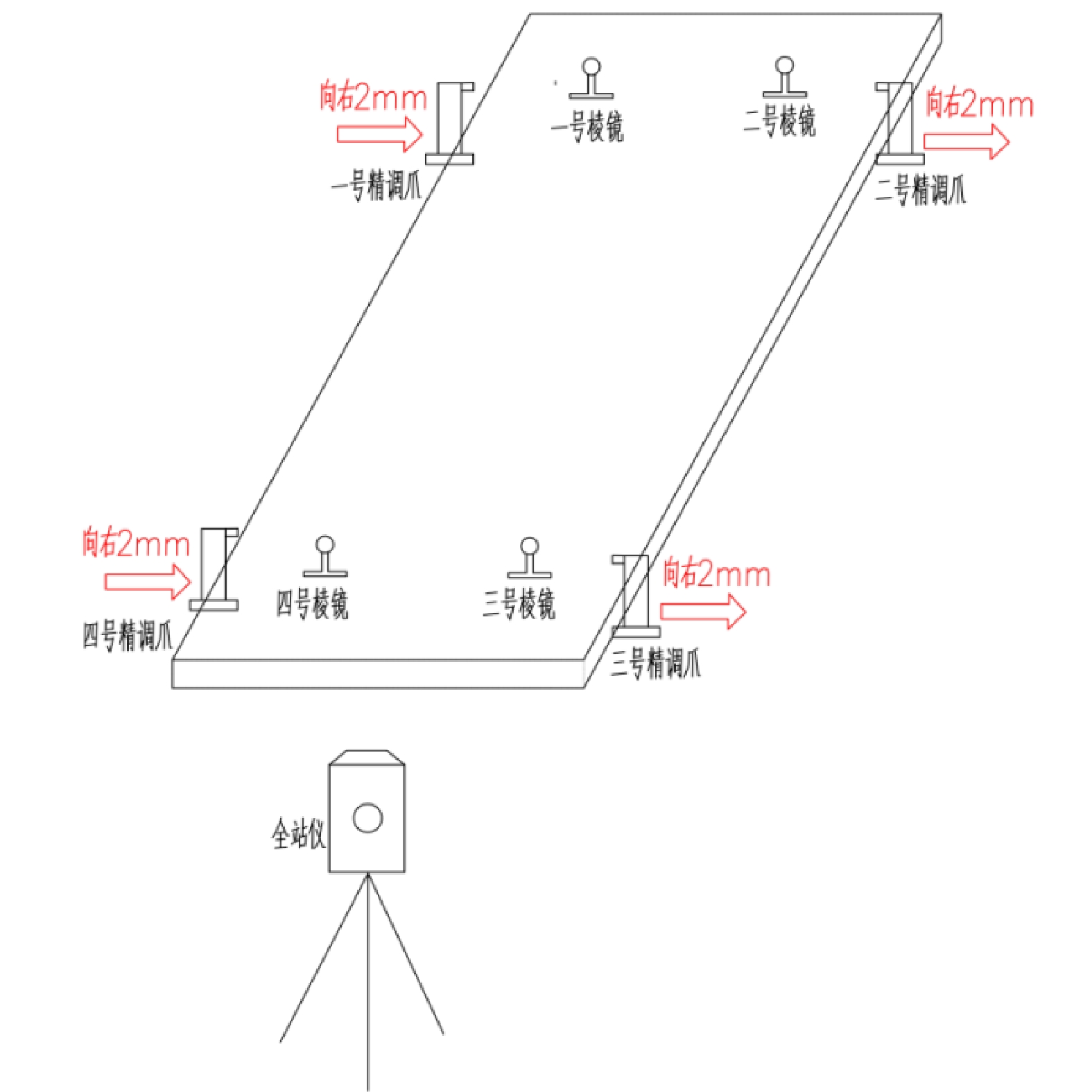
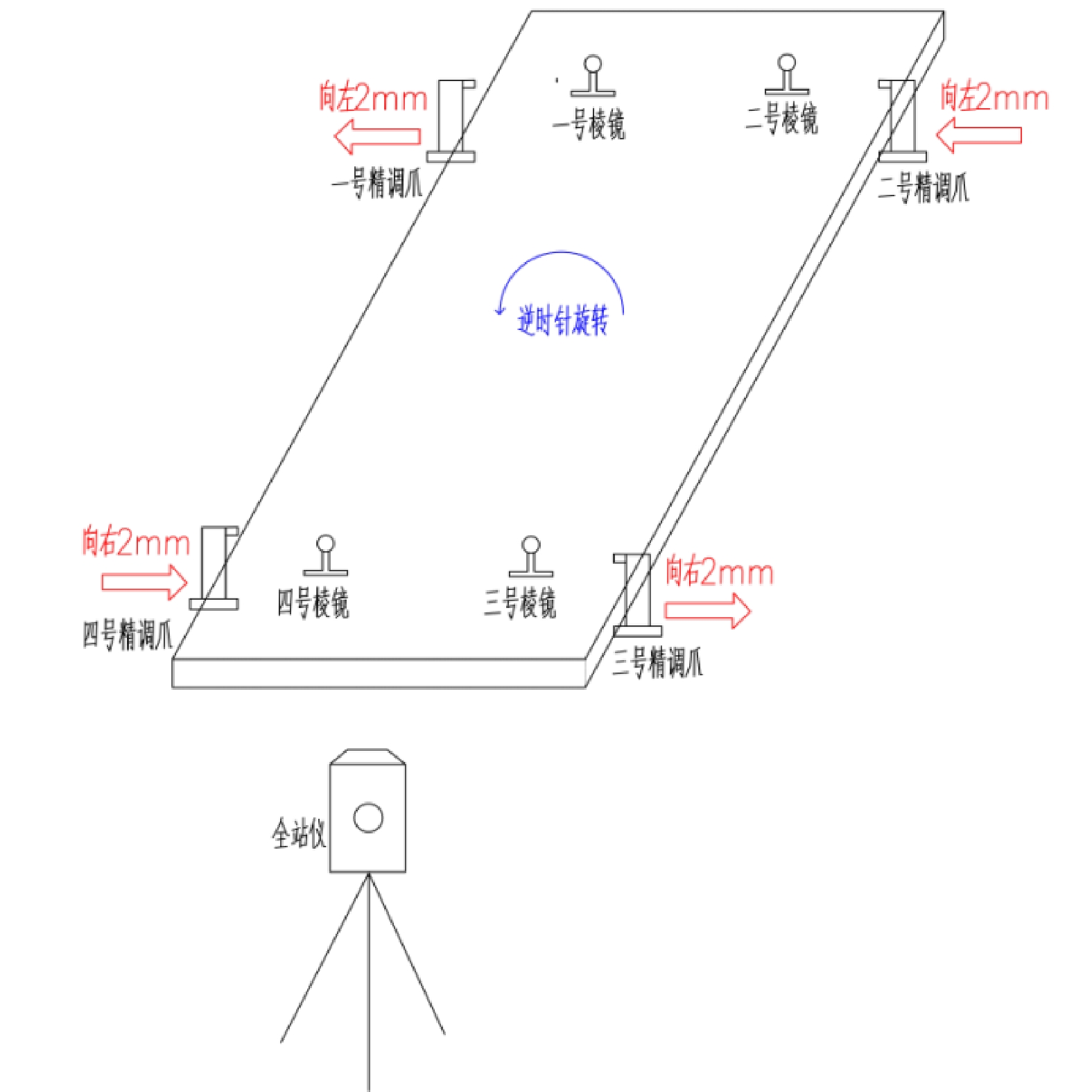
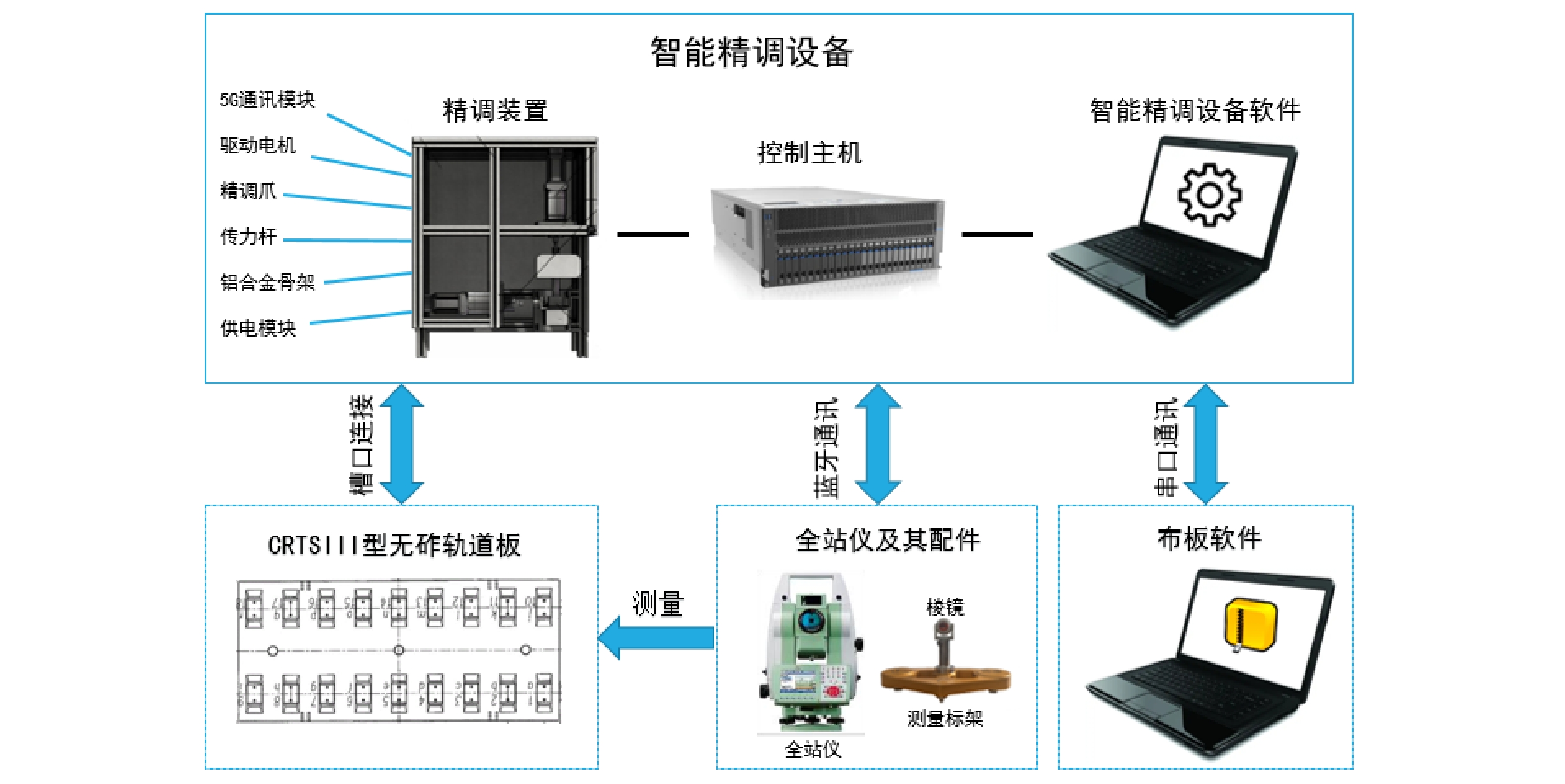
摘要: 传统的CTRSⅢ型无砟轨道板的精调作业以人力为主,劳动强度高,施工成本高,且难以保证作业质量和效率。运用系统集成、数控技术和算法分析,研制了机动性好、便于操作的CTRSⅢ型无砟轨道板智能快速精调设备,实现了与全站仪和布板软件的数据接口,能自动地进行数据测量、传输和调整量计算,智能地快速完成轨道板的机械化自动调整。测试表明,该设备仅需1人操作即可快速完成轨道板精调,节约人力,显著提升了轨道板精调作业的效率和质量,但对于多方向精调效率不高等问题尚需进一步研究解决。Abstract: The fine adjustment operation of traditional CTRSⅢ ballastless track slab is mainly manual with high labor intensity and high construction cost, so it is difficult to ensure the quality and efficiency of adjustment operation. Using the technologies of system integration, numerical control and algorithm analysis, the intelligent fast fine adjustment equipment for CTRSⅢ ballastless track slab is developed, which is maneuverable and simple to operate. Via the data interfaces with the total-station instrument and the ballastless track slab construction design software, this equipment can conduct data measurement and transfer and calculate the adjustment amount of the track slab automatically and control the automatic mechanical adjustment of the track slab in an intelligent manner.The test shows that the equipment requires only one person to complete the fine adjustment of the track slab quickly, greatly saving manpower and observably improving the efficiency and quality of the fine adjustment of the track slab. However, the low adjustment efficiency in multiple directions still needs further research and solution.
-
随着第5代移动通信技术(5G,5th Generation Mobile Communication Technology)标准的推进和实施,5G设备与应用场景日渐成熟。由于铁路网规模的扩大、安全保障的需要和业务需求的增长,亟需将5G应用于智能铁路的研究中 ,促进铁路通信网与互联网的融合发展[1]。智能铁路定位已在综合运营管理、列车运行自动控制、电子付费、紧急救援及安全监控等方面取得了很多成果。文献[2]基于5G通信的列车控制系统,在城市轨道交通中实现了列车唤醒、休眠、自动进出段、自动洗车等全自动运行功能;文献[3]通过对5G车地通信技术的研究,实现列车运行控制及自动驾驶,保障铁路安全、可靠及高效运营。
基于5G蜂窝网络(RAT-dependent)的定位技术包括[4]:下行到达时间差(DL-TDOA,Downlink Time Difference of Arrival)定位法、上行到达时间差(UL-TDOA,Uplink Time Difference of Arrival)定位法、多小区往返时间(Multi-RTT,Multiple Round Trip Time)、下行出发角(DL-AOD,Downlink Angle of Departure)、上行到达角(UL-AOA,Uplink Angle of Arrival)和增强小区标识(E-CID,Enhanced Cell ID)定位法等。第3代合作伙伴计划(3GPP,3rd Generation Partnership Project)技术规范第17版进一步规范了多种定位增强技术[5-6],包括收发时间误差影响消除、非视距和多径的识别及影响消除、UL-AOA定位增强、DL-AOD定位增强、降低定位延迟、按需求分配的定位参考信号(PRS,Positioning Reference Signal)等,为定位性能的提升提供了保障。
本文分析智能铁路的定位需求,结合基于正交频分复用技术的全新空口设计的全球性第5代移动通信技术标准(简称:5G 新空口)(5G NR)定位技术,选用TDOA方法,设计了上行和下行定位方案,解决了智能铁路低速场景定位问题,同时针对高速和隧道场景给出了潜在的信号增强方案。
1 智能铁路中的定位需求分析
1.1 定位精度要求
文献[7]中对高速铁路场景的定位精度要求如表1所示,其中的定位精度为绝对精度(以累计概率密度90%点的定位误差衡量)。由于列车较快的移动速度会产生较强的多普勒效应,因此定位精度要求随列车速度的提升而降低。
表 1 高速铁路场景定位精度要求列车速度/km·h-1 纵向定位精度/m 横向定位精度/m 0~40 ≤1 1~3 40~120 ≤34 1~3 120~160 ≤45 1~3 160~320 ≤89 1~3 320~500 ≤200 1~3 1.2 应用场景
智能铁路中的定位分为低速和高速场景,且均包含无全球卫星导航系统(GNSS,Global Navigation Satellite System)信号的隧道环境。
(1)低速定位场景。包括:①养护维护时上道人员、下道人员的清点,如铁路线路养护和设备故障处理时天窗作业人员的高精度定位;②货运场站内人员、设备、货物等空间定位,如货车沿途停靠时向地面设备传递货车状态信息;③铁路隧道中工作人员的定位场景,如铁路建设时期,通过自组网设备实时掌握施工作业人员的位置分布。
(2)高速定位场景。包括:①车载设备向地面设备发送位置信息;②地面设备将位置信息发送至车载设备;③铁路货物在途运输中的空间定位等。
1.3 部署场景
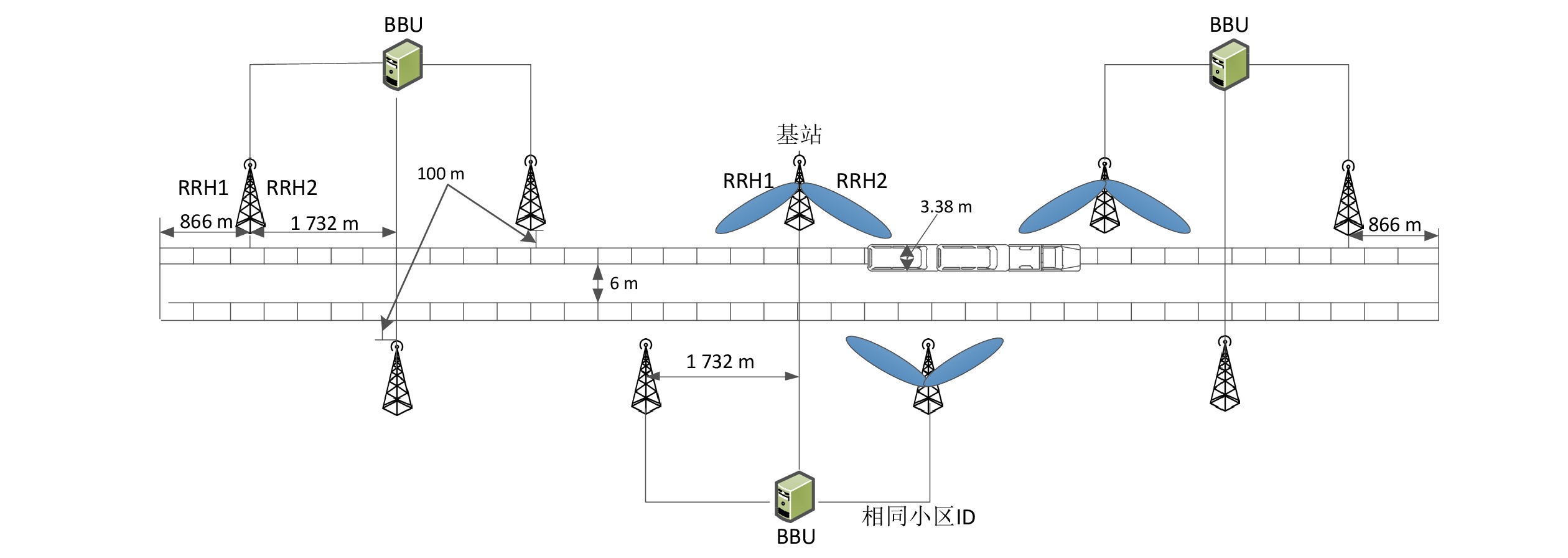
文献[8]中定义了高速铁路定位的部署场景,其布局如图1所示。其中,轨道宽度为3.38 m,间隔6 m,在铁路两旁100 m处引入了沿轨道分布具有波束赋形能力的远端射频单元(RRH, Remote Radio Head),每3个RRH连接到同一个基带处理单元(BBU,Base Band Unit),各RRH间隔1 732 m。
2 智能铁路中的定位技术原理
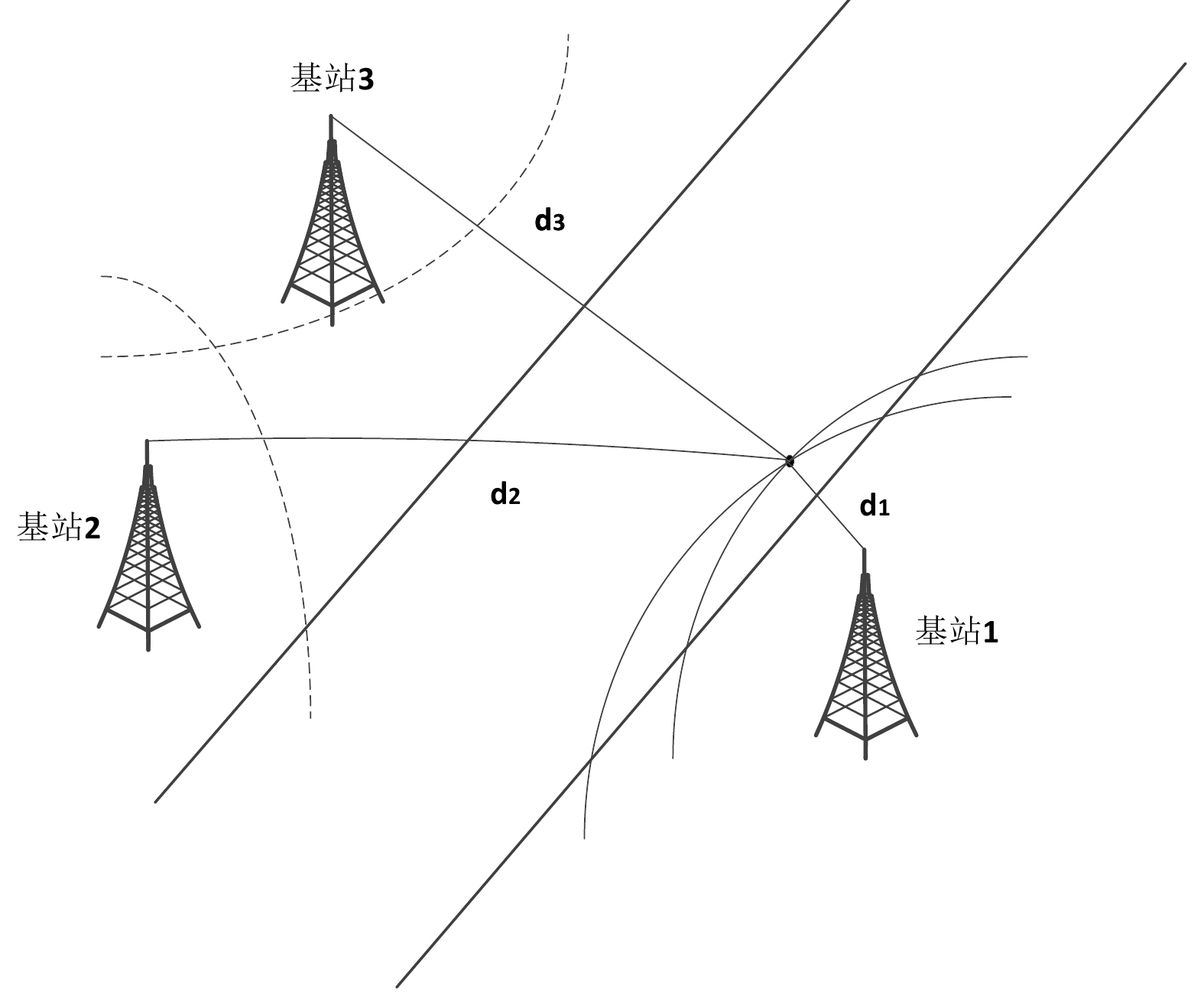
智能铁路定位对列车的高度位置需求不高,因此只需考虑水平定位。TDOA是一种基于信号传播时间差以确定终端位置的估计方法。终端位于以基站为焦点的双曲线上,2条双曲线的交点确定终端的二维位置坐标。二维情形中的TDOA定位原理如图2所示,在测得多个TDOA值后,建立方程为
di,1=cτi,1=di−d1 (1) di=√(xi−x)2+(yi−y)2 (2) 其中,
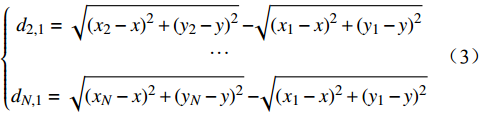
(x,y) 为终端的待定坐标;(xi,yi) 为第i个基站的坐标;di 为终端到第i个基站的距离;di,1 为终端到第i个基站的距离与终端到第1个基站距离之差;c为电磁波的传播速度;τi,1 为所测得的终端到达基站i与到达基站1的TDOA测量值。以第i个基站(i=2,···, N)和第1个基站为焦点的双曲线的交点即是终端的位置坐标,根据公式(1)和(2)建立方程组
{d2,1=√(x2−x)2+(y2−y)2−√(x1−x)2+(y1−y)2⋯dN,1=√(xN−x)2+(yN−y)2−√(x1−x)2+(y1−y)2 (3) 求解方程组(3)即可得到终端的估计位置。TDOA定位方法适用于信号在视距传播的情况。此外,若只有3个基站用作定位,可能会出现终端的虚假位置,需要其他先验信息(如轨道线路图)或使用4个基站解算终端位置坐标[9]。
3 智能铁路中的定位技术
由于6 GHz以上频段的载波信号频率高,信号衰减大,定位系统的覆盖受限,考虑到铁路轨道周围基站的覆盖范围,针对智能铁路场景部署的蜂窝系统工作频段主要为6 GHz以下的低频段。当前的5G NR定位系统的第一频率范围场景可以满足智能铁路低速场景下的定位需求。在进行位置解算时,考虑到列车运行轨道固定,可以进一步约束水平运行方向位置的取值,确定位置信息。
3.1 下行定位
3.1.1 下行定位参考信号
在下行定位技术中,终端通过接收和测量各基站发送的下行PRS获得定位测量值。对于智能铁路系统,图1每个基站可配置一个下行PRS资源集,其中包含2个下行PRS资源,每个资源分别对应一个发送波束方向(覆盖列车轨道)。此资源集以周期性方式传输,可根据定位时延及参考信号占用的资源来配置PRS资源集的传输周期。5G NR定位系统中,PRS传输周期最小可以配置为4 ms,最长可配置为10 240 ms。
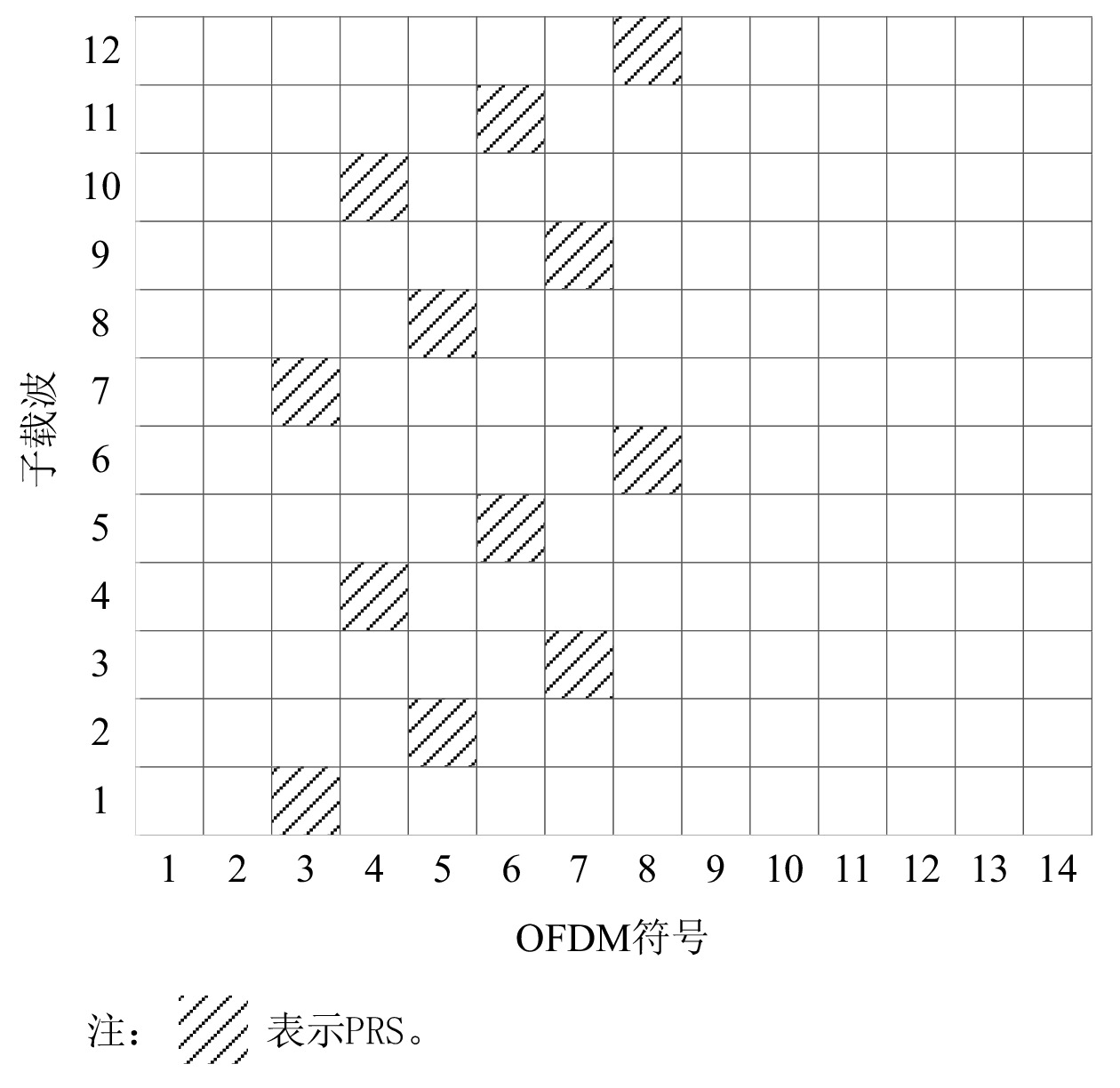
在5G NR定位系统中,一个PRS资源可以占用{2,4,6,12}个连续的正交频分复用(OFDM,Orthogonal Frequency Division Multiplexing)符号,一个PRS资源包含的OFDM符号个数越多,用户终端(UE,User Equipment)在接收端进行相干合并可累积的处理后信噪比越大,测量性能越好,但资源占用越大。一个PRS资源在频域上最大可占用272个物理资源块(PRB,Physical Resource Block)并且以梳齿的方式支持多个不同的下行PRS资源在不同的子载波上复用,例如,梳齿取值为2,表示每两个子载波占用一个子载波资源。PRS资源占用的频域带宽越大,时域分辨率越高,可以获得更高的定位精度,支持的梳齿取值包括2/4/6/12,表示在频域上间隔2/4/6/12个子载波。考虑到智能铁路精确定位的需求,可以配置较高密度的PRS资源图样和较大的PRS带宽。例如,可配置一个占用6个OFDM符号,梳齿取值为6的PRS资源,资源图样如图3所示。其中,横轴为时域的OFDM符号,纵轴为频域的子载波。
3.1.2 下行定位测量值
对于DL-TDOA技术,终端通过测量多个基站的PRS资源,获得参考信号的时间差(RSTD,Reference Signal Time Difference)[10]。RSTD定义为终端接收到测量基站和参考基站子帧的开始时刻的时间差。终端接收到的参考基站的子帧开始时刻定义为RSTD参考时间,参考基站可以由网络侧配置,也可以由终端根据测量质量等特性自行选择一个PRS资源确定RSTD的参考时间。
为了使网络侧能够在上报的测量值中选择更好的测量值用于定位计算,终端可以指示每个测量值的测量质量。测量质量包括:①误差取值:指示测量值不确定性的最优估计值;②误差分辨率:指示误差取值的量化步长。
在智能铁路场景中,终端可对每个基站上报一个或多个RSTD测量值[6]及测量质量,并确定RSTD相关联的时间戳,指示此次上报测量值的有效时间。
3.1.3 下行定位流程
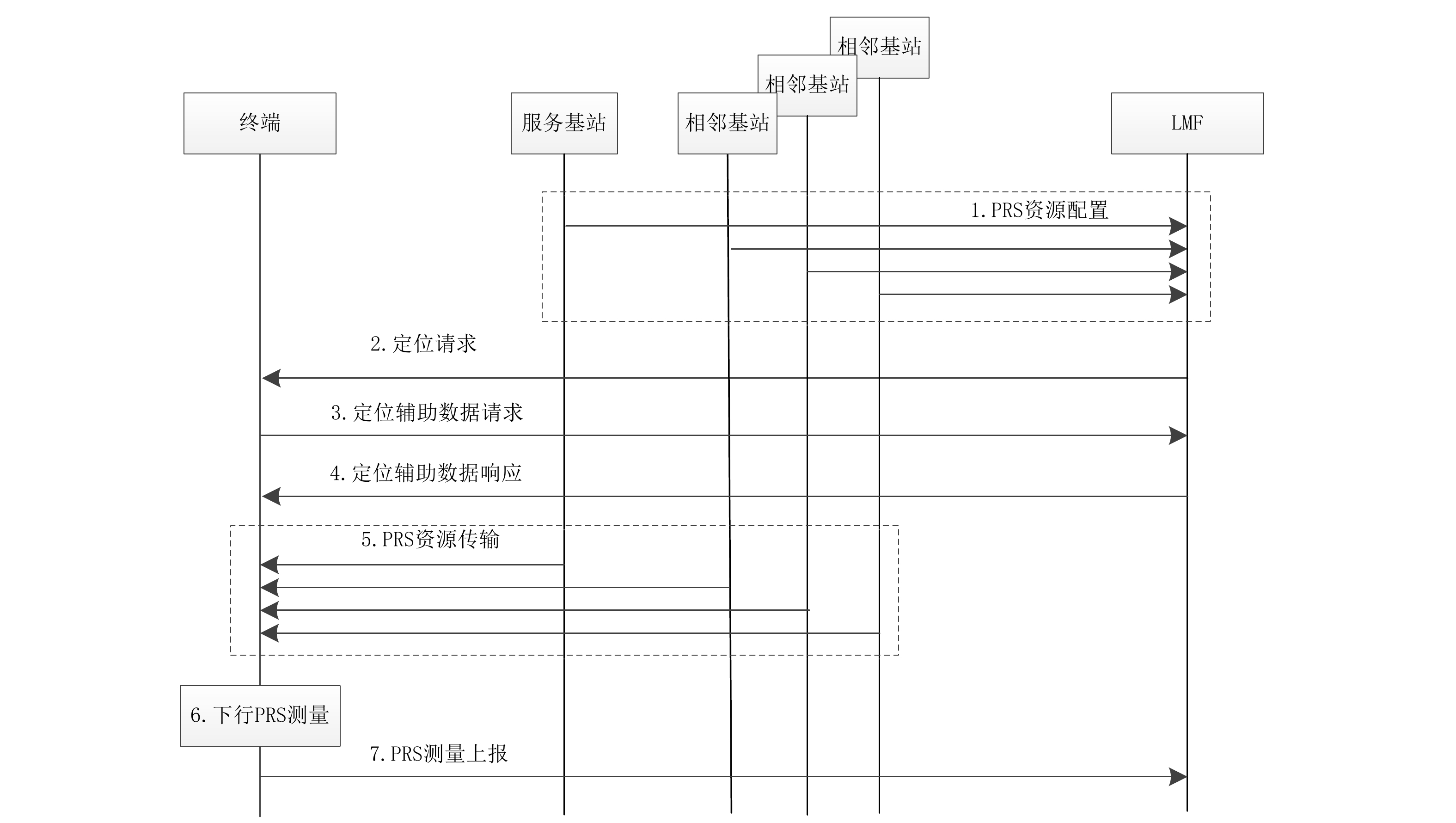
对于智能铁路场景下的终端辅助定位,终端的位置信息可由定位服务器(LMF,Location Management Function)根据终端上报的测量值解算获得。终端与LMF之间的信令交互具体流程如图4所示[11]。
(1)每个基站将 PRS 配置通知给 LMF;
(2)LMF请求终端上报TDOA的相关测量值;
(3)终端向LMF请求辅助定位数据;
(4)LMF为终端指示相应的定位辅助数据;
(5)每个基站发送 PRS给终端;
(6)终端确定定位测量值;
(7)终端将定位测量值上报给LMF,LMF根据定位测量值确定终端位置。
为了减少定位时延,智能铁路场景也可采用终端自主定位,即终端的位置信息由终端根据测量值解算获得。此时,步骤(4)中的定位辅助数据还必须提供基站的位置信息用于终端进行位置解算,步骤(7)中终端可直接上报位置解算结果。
3.2 上行定位
3.2.1 上行定位参考信号
在5G NR定位系统中使用定位专用上行探测参考信号(SRS-Pos,Sounding Reference Signal for Positioning)进行上行定位 。一个SRS-Pos资源在时域上可以占用{1,2,4,8,12}个连续的OFDM符号,在频域上最大支持带宽为272个PRB。与下行类似,对于工作频点在6 GHz以下的智能铁路系统,每个终端可以配置一个SRS资源集,每个SRS资源集包含一个SRS-Pos资源。为了提升SRS-Pos信号的覆盖范围与邻基站的接收质量,在智能铁路场景下,可以配置SRS-Pos占用较多的OFDM符号。根据定位精度的需求,可以配置最大的频域带宽。
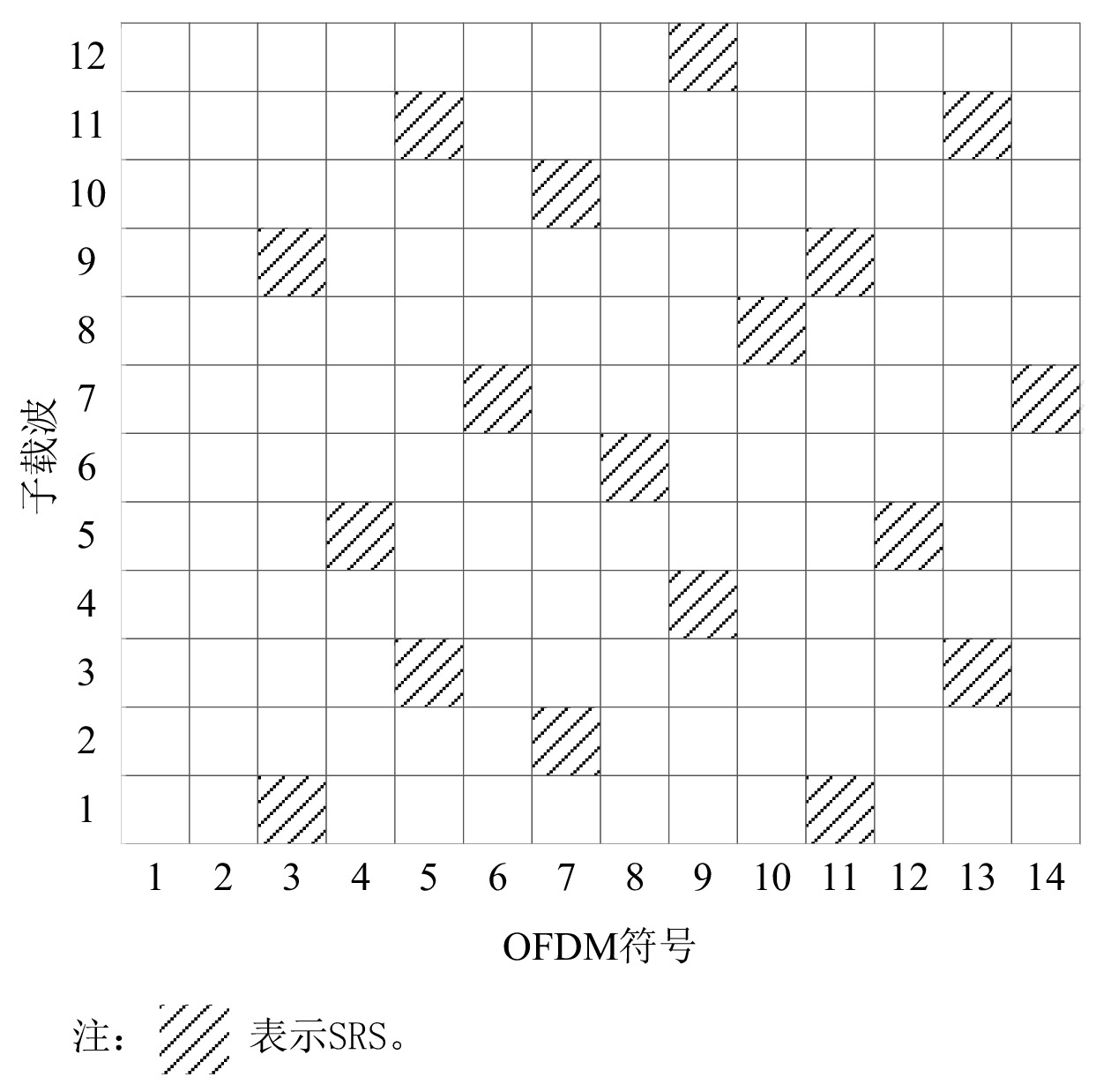
SRS-Pos采用了一种交错图样的设计来映射同一个SRS-Pos资源内的不同OFDM符号上的SRS-Pos资源单元。该交错图样的具体配置与SRS-Pos资源被配置的梳齿取值及其占用的OFDM符号数量有关。OFDM符号数为12,梳齿取值为8的SRS-Pos资源图样如图5所示。
在智能铁路系统中,可以根据应用场景需求配置周期或非周期的SRS-Pos资源。例如,为了支持按需定位场景,仅当需要定位服务时才发送定位用SRS-Pos,此时可以使用非周期SRS-Pos资源。
终端上行发送定时通过定时提前(TA,Timing Advance)调整来控制,以确保小区中的所有上行传输到达基站时保持对齐。对于SRS-Pos,需基于服务小区进行TA计算。
3.2.2 上行定位测量值
对于UL-TDOA技术,每个基站测量相对到达时间(RTOA,Relative Time of Arrival),即基站接收到的包含SRS的子帧开始时间与绝对系统帧号的相对时间[10]。
在智能铁路场景中,每个基站通过对SRS-Pos的测量,可以获得1个或2个RTOA测量值[6]及测量质量,并确定此RTOA相关联的时间戳,指示此次上报测量值的有效时间。
3.2.3 上行定位流程
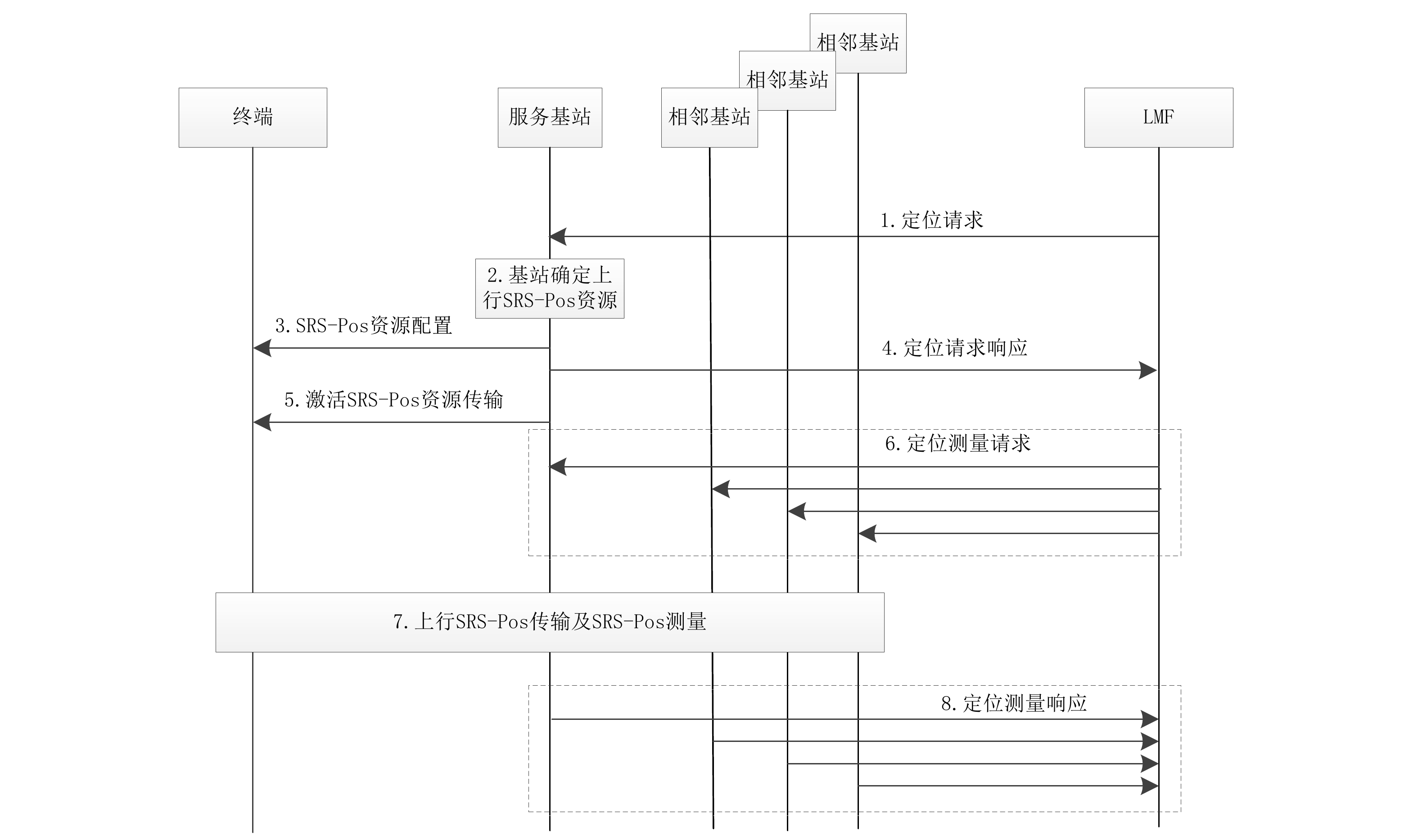
与下行定位不同,终端的位置信息由LMF根据基站上报的测量值解算获得。为了获得上行测量值,参与定位的基站需要已知终端发送的SRS-Pos信号。因此,LMF需要向终端的服务基站指示,要求终端传输SRS-Pos信号。此信号的时频资源分配由服务基站自行确定,并将此配置信息反馈给LMF,由其转发配置给多个基站,具体流程如图6所示[11]。
(1)LMF向服务基站发送定位请求信令,请求服务基站上报目标终端的上行SRS-Pos配置信息;
(2)服务基站确定上行SRS-Pos资源分配;
(3)服务基站为目标终端配置上行SRS资源集合;
(4)服务基站通过定位请求响应信令向LMF上报上行SRS-Pos的配置信息;
(5)服务基站激活终端传输上行SRS-Pos;
(6)LMF通过测量请求信令向选定的多个基站发送上行SRS-Pos配置信息,包括目标终端的服务小区ID、SRS-Pos的资源配置、上行定时信息等;
(7)目标终端根据上行SRS-Pos资源配置传输上行SRS-Pos,其时域行为由基站配置;
(8)每个基站测量目标终端传输的上行SRS-Pos,并将测量结果上报给LMF,LMF根据定位测量值确定终端位置。
4 智能铁路的潜在定位增强技术
4.1 高速场景下的增强
在列车高速移动场景下,上行和下行参考信号的多普勒频移增加,接收端测量的RSTD及RTOA的精度下降,进而影响定位精度[12]。为了满足定位精度需求,在后续研究中,可考虑在接收端设计高级的接收机算法,或考虑改变定位参考信号的传输方式,如利用单频网或多普勒频移预补偿的传输方式,改善定位精度。
4.2 隧道场景下的增强
文献[13]中提出了基于5G信号的载波相位定位方案。
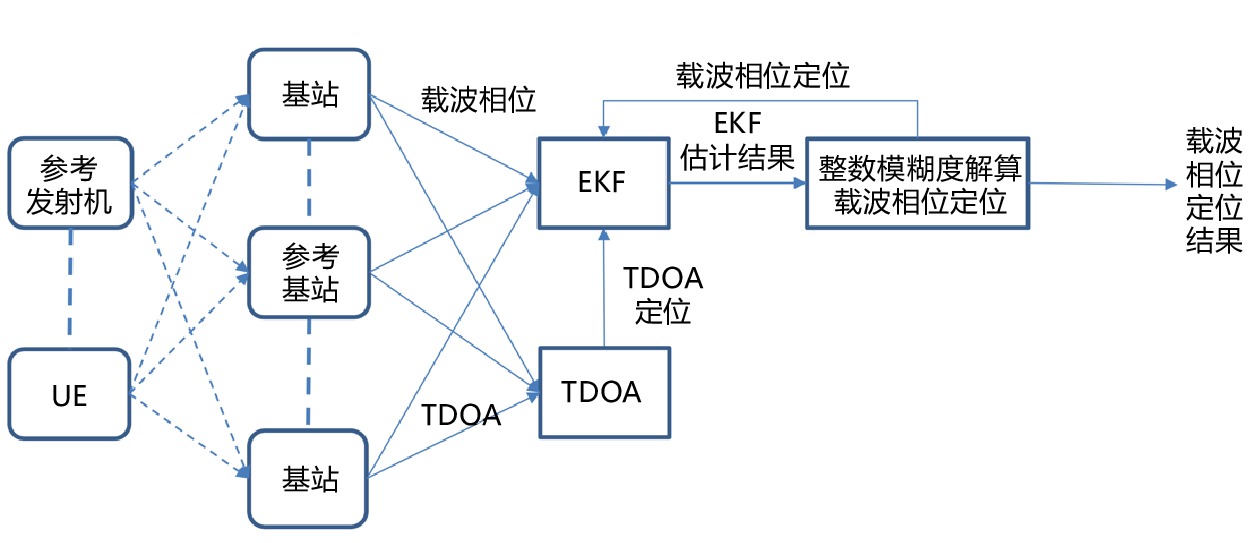
以上行定位为例,基于5G信号的载波相位定位流程如图7所示。对于绝对定位,假设参考发射机的位置是已知的;对于相对定位,参考发射机的位置可作为定位坐标系的原点。具体流程为:(1)参考发射机和待定位的UE发送各自所配置的SRS-Pos信号;(2)各个基站接收 SRS-Pos 以提供 TDOA和载波相位测量值;(3)利用TDOA测量值,通过UL-TDOA求得UE的初始位置;(4)利用扩展卡尔曼滤波器(EKF,Extended Kalman Filter)进行UE位置以及载波相位整数模糊度的估计;(5)将EKF的估计结果用于整数模糊度的搜索和解算;(6)校正和去除原始载波相位测量中的整数模糊度,进行高精度UE定位。与GNSS载波相位定位类似,基于5G信号的载波相位定位精度也可达到厘米级。
5G定位方法(包括基于5G NR信号的载波相位定位)还可与其他方法(惯性导航和列车轨道图等)相结合,为隧道场景提供高精度、高可靠性的定位信息。当列车未能接收到GNSS信号,或GNSS信号不强而无法高精度确定列车的绝对位置时,通过结合基站PRS的测量值和其他定位传感器所提供的测量值(如惯性传感器输出的姿态、速度和位置),可高精度地进行列车定位。运营商可根据需要,在GNSS无法提供高精度定位信息的环境下,调整发送PRS的发送端数量、位置、发射频率、发射功率等,以保证列车导航定位系统性能。
5 结束语
本文通过分析智能铁路场景定位精度需求,结合5G NR定位技术,提出了智能铁路低速场景下的上行和下行定位解决方案。基于DL-TDOA技术和UL-TDOA技术,通过时间测量值确定终端的位置信息,既可用于缺少卫星信号覆盖的隧道、涵洞等场景,也可与卫星定位相结合,进一步提升定位精度。
-
表 1 测试数据统计
棱镜
编号方向 调整完成后
较设计差值
最大值/mm调整完成后
较设计差值
最小值/mm调整完成后
较设计差值
平均值/mm调整完成
最长用时/
min调整完成
平均用时/
min一 X 0.3 0.2 0.2 7.9 7.4 Y 0.3 0.1 −0.1 8.0 7.7 Z −0.1 0.0 0.0 7.1 6.7 二 X 0.7 0.1 0.5 7.7 7.2 Y 0.5 0.1 −0.2 7.9 7.6 Z −0.3 0.0 0.0 7.0 6.6 三 X 0.5 0.0 0.2 7.7 7.3 Y −0.2 0.0 −0.1 7.8 7.5 Z 0.2 −0.1 0.0 7.3 6.8 四 X 1.2 0.0 0.5 8.2 7.7 Y −0.6 0.0 −0.2 7.8 7.5 Z 0.1 0.0 0.0 7.2 6.8  下载: 导出CSV
下载: 导出CSV
-
[1] 谭社会. 高速铁路无砟轨道精调质量控制技术研究 [J]. 铁道标准设计,2015,59(12):18-22. DOI: 10.13238/j.issn.1004-2954.2015.12.005 [2] 杜天明. 高速铁路轨道板全自动精调技术探讨 [J]. 高端装备制造,2013(2):103-104. [3] 崔 振. 浅谈高速铁路无砟轨道精调 [J]. 科技致富向导,2013(6):365,356. [4] 陈 勋. 高速铁路无砟轨道精调作业综合评价方法研究 [J]. 华东交通大学学报,2016,33(6):72-76. DOI: 10.16749/j.cnki.jecjtu.2016.06.010 [5] 王 茂. 无砟轨道板双自由度精调爪: CN 201915306U [P]. 2011-08-03[2022-02-01]. [6] 赵 宇. 基于自动全站仪的无砟轨道精调方法研究[D]. 北京: 北京交通大学, 2014. [7] 任晓春, 许双安. 用于CRTSⅢ型无砟轨道布板设计的软件实现方法: CN104392025A [P]. 2015-03-04[2022-02-01]. [8] 许双安, 任晓春, 罗文彬. Crtsⅲ型无砟轨道布板与施工一体化的数据处理方法: CN103761401A [P]. 2014-04-30[2022-02-01]. [9] 乔 丹,尚 勇,梁 斌,等. 基于迭代技术的调零方法研究 [J]. 通信对抗,2007(4):4. [10] 李行善, 左 毅, 孙 杰. 自动测试系统集成技术[M]. 北京: 电子工业出版社, 2004. [11] 刘晓菲. 浅谈5G通信技术 [J]. 科技风,2018(1):53. DOI: 10.19392/j.cnki.1671-7341.201936013 [12] 刘 华. 浅谈5G通信技术[C]//中国移动研究院. 中国移动5G天线产业技术研讨会论文集. 北京: 中国移动研究院, 2020. [13] 孙德安. 高速铁路无砟轨道精调数据处理及软件研制[D]. 成都: 西南交通大学, 2016. -
期刊类型引用(1)
1. 汪昱宸. OFDM系统下高速铁路通信选择分集传输技术的切换优化方案研究. 科学技术创新. 2023(08): 100-103 .  百度学术
百度学术
其他类型引用(0)







计量
- 文章访问数: 145
- HTML全文浏览量: 87
- PDF下载量: 23
- 被引次数: 1
