

Rail-welding base information management system for Jakarta-Bandung High-speed Railway
-
摘要: 根据雅加达—万隆高速铁路(简称:雅万高铁)焊轨基地的工艺布局特点,设计并研发了焊轨基地信息管理系统,实现了钢轨焊接接头(简称:接头)的数据采集、生产作业管理、实时监控及成品管理。系统包括数据管理子系统、工位操作子系统、实时监控子系统及发货管理App 4个部分,能够对生产全过程进行监控和管理,对接头质量问题进行数据分析和溯源。该系统的应用对提高雅万高铁焊轨基地的信息化水平和管理水平,保障钢轨焊接质量具有重要作用。Abstract: According to the special process layout of rail-welding base of Jakarta-Bandung High-speed Railway, this paper designed and developed a rail-welding base information management system, implement the functions of rail welding joint data collection, production operation management, real-time monitoring and finished product management. The system included four parts of data management subsystem, station operation subsystem, real-time monitoring subsystem and delivery management App, which could monitor and manage the whole production process, analyze and trace the data of joint quality problems. The application of the system played an important role in improving the information and management level and guaranteeing the rail-welding quality of rail-welding base of Jakarta-Bandung High-speed Railway.
-
我国无缝线路钢轨焊接根据作业条件的不同分为基地焊和现场焊,其中,基地焊接接头(简称:接头)数占比达80%[1-2]。因此,焊轨基地对接头质量的控制和管理尤为严格。焊轨基地的生产工序较多,且大多采用了配套的自动化生产设备,在生产过程中会产生大量的数据信息[3-4]。充分利用这些信息有利于提高焊轨基地的接头质量管理水平,对实现接头的全寿命周期管理具有重要意义[5-7]。
雅加达—万隆高速铁路(简称:雅万高铁)焊轨基地是在境外按照中国标准和技术建设的高铁焊轨基地,其生产工艺和质量控制水平均达到了国内高铁焊轨基地的同等水平[8]。针对海外工程的特点,该基地采用了集成化生产线技术和全套国产化焊轨设备。基地在规划初期就对信息化提出了较高的要求。基于全套国产装备可实现质量数据的应采尽采,对综合信息管理类系统的搭建提供了有利条件。本文结合德卡鲁尔焊轨基地的特点,从系统架构、业务流程、系统功能等方面,阐述了雅万高铁焊轨基地信息管理系统的开发及应用情况。
1 焊轨基地概况
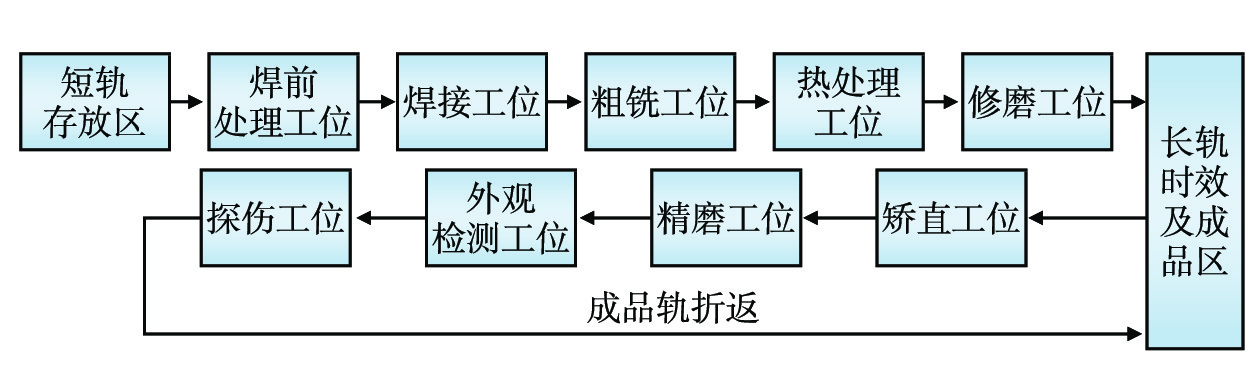
雅万高铁焊轨基地主要生产任务是将50 m短钢轨焊接成500 m长钢轨,全线接头与试验用接头总数约1.1万个。该焊轨基地采用“Z字型”工艺布局,设有短轨存放区、焊前处理工位、焊接工位、粗铣工位、热处理工位、修磨工位、长轨时效及成品区、矫直工位、精磨工位、外观检测工位及探伤工位。50 m钢轨进场后存放在短轨存放区,依次经过焊前处理(除锈、检查)、焊接、粗铣、热处理、修磨等工序焊接成500 m长钢轨;长钢轨经24 h静置时效,再经过矫直、精磨、外观检测、探伤等工序完成精整和检查;合格的成品轨再通过辊道线折返至成品区码放。生产工艺布局情况如图1所示。
2 系统总体架构
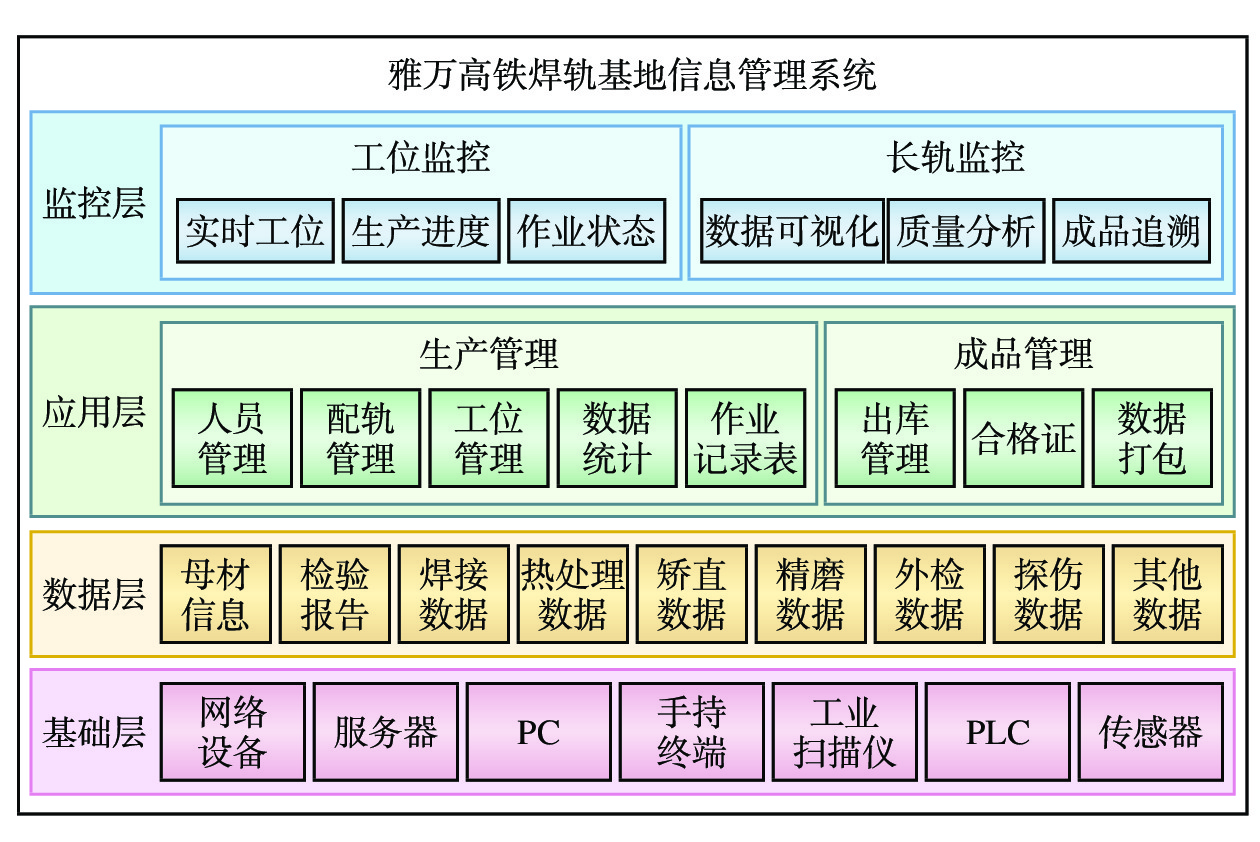
雅万高铁焊轨基地信息管理系统的开发根据基地的工艺布局特点,采集并处理与接头质量相关的数据,实现对生产全过程的信息化管理和监控。系统由监控层、应用层、数据层和基础层组成,总体架构如图2所示。
2.1 监控层
监控层主要用于管理人员对焊轨基地生产过程和钢轨焊接质量的实时管控,包括工位监控和长轨监控。工位监控展示生产线实时状态、生产任务完成进度、作业状态等信息;长轨监控则采用可视化方式展示接头质量相关数据,并对接头质量问题进行追溯和分析。
2.2 应用层
应用层是系统的核心部分,包括生产管理和成品管理。生产管理主要提供工位作业管理和信息统计等功能,包括人员管理、配轨管理、焊接等8个工位的管理、数据统计等,并可生成各工位的生产作业记录表;成品管理是指在长钢轨发货前利用手持终端进行出库管理,同时,生成合格证明材料及接头质量数据包。
2.3 数据层
数据层包含了与钢轨接头质量相关的所有数据信息,基于服务器构建网络数据库进行存储和管理。主要数据内容包括:母材信息、质量检验报告、焊接数据、热处理数据、矫直数据、精磨数据、外观检测数据、探伤数据等。
2.4 基础层
基础层是实现系统功能的相关硬件支持,包括搭建高速局域网的网络设备,运行系统软件的PC和服务器,采集设备数据的可编程控制器(PLC,Programmable Logic Controller)和各类传感器,读取接头编码信息的手持终端和工业扫描仪等。
3 系统业务流程
雅万高铁焊轨基地信息管理系统以生产作业流程为主线,利用采集终端和操作终端对每个工位的生产情况和接头的质量数据进行采集处理。系统业务流程如图3所示。
3.1 焊前处理工位
焊前处理工位利用扫描枪将钢轨母材信息录入系统,生成短轨条码,打印并张贴在钢轨轨腰位置。系统记录操作员、操作时间、外观尺寸检查结果等相关作业信息。
3.2 焊接工位
焊接工位通过工业扫描仪自动扫描短轨条码,录入接头两端的母材信息。系统根据预定的编号规则,自动生成接头号和长轨号;接头号打印成条码张贴在接头附近的轨腰位置,供后续工位扫描识别使用;长轨号则在长钢轨两端分别进行喷涂。闪光焊机生成的焊接曲线数据通过系统自动上传至服务器,其中的关键参数信息可在软件报表页面自动同步生成。通过系统还可以记录操作员、操作时间、接头外观质量等相关作业信息。
3.3 粗铣工位
粗铣工位通过自动调用或人工扫描两种方式识别接头号,同时记录操作员、操作时间、工位完成情况等相关作业信息。
3.4 热处理工位
热处理工位通过自动调用或人工扫描两种方式识别接头号。热处理设备生成的加热曲线数据与当前作业的接头号进行关联并自动上传至服务器,关键参数信息在软件报表页面自动同步生成。系统记录操作员、操作时间等相关作业信息。
3.5 长轨时效
修磨工位采用人工打磨作业,不采集任何数据。经上述各工位后,带有接头号条码的长钢轨进入时效区。系统记录每个接头的作业时间及在时效区的存放时间,确保长钢轨上全部接头满足24 h以上静置时长。
3.6 矫直工位
时效完成后的长钢轨进入矫直工位,该工位通过工业扫描仪自动扫描接头号条码,并将矫直曲线数据与接头号进行关联后自动上传至服务器,同时,记录操作员、操作时间、工位完成状态等相关作业信息。
3.7 精磨工位
精磨工位通过自动调用或人工扫描两种方式识别接头号,同步获取矫直工位的作业数据。作业人员可参考矫直数据,对精磨工艺进行修正和优化,同时,记录操作员、操作时间、工位完成状态等作业信息。
3.8 外观检测工位
外观检测工位通过自动调用或人工扫描两种方式录入接头号。系统上传平直度测量数据,并对测量结果的平直度、不平度进行分析,自动判断接头外观质量是否满足标准要求,同时,记录操作员、操作时间、检查结果等作业信息。
3.9 探伤工位
探伤工位通过自动调用或人工扫描两种方式录入接头号。探伤作业情况及波形曲线与当前接头号关联并上传至服务器,同时,记录操作员、操作时间等作业信息。
3.10 发货工位
发货工位通过手持终端扫描待出库的长轨号,从而形成电子发货单。系统根据发货单提取全部接头质量信息并生成发货数据包和质量合格证。质量数据包可移交给建设单位和运营单位,利用分析软件即可查看并追溯成品钢轨的接头质量数据。
4 系统功能
雅万高铁焊轨基地信息管理系统根据不同用户层面的操作需求,分为数据管理子系统、工位操作子系统、实时监控子系统及发货管理App 4个部分内容,其功能架构如图4所示。
4.1 数据管理
数据管理子系统管理整个焊轨基地生产线设备数据、作业人员及生产质量数据,具体功能包括系统设置、排班管理、生产管理、报表管理、成品管理、数据校验等,子系统界面如图5所示。
(1)系统设置包括对组织机构、用户权限、操作日志等管理信息的设置,以及对钢轨型号、速度等级、生产厂家等生产信息的设置。
(2)排班管理主要对焊轨基地作业人员的班次、工位、排班日历等进行设置和管理。
(3)生产管理是对焊轨基地各工位采集的全部数据信息进行分类展示及管理应用,可实现对任意接头或长轨的信息检索,调阅并分析参数信息、焊接曲线、热处理曲线、平直度曲线等重要质量数据。
(4)报表管理功能可对各工位的生产业务报表进行导出和打印,形成满足验收要求的生产记录文档。
(5)成品管理包括检验报告录入、产品合格证打印、产品质量数据包生成等功能。
(6)数据校验功能主要针对长轨接头数据信息的完整性进行自动复核,避免出现数据重复录入、接头数据信息不完整、重复编号等问题。
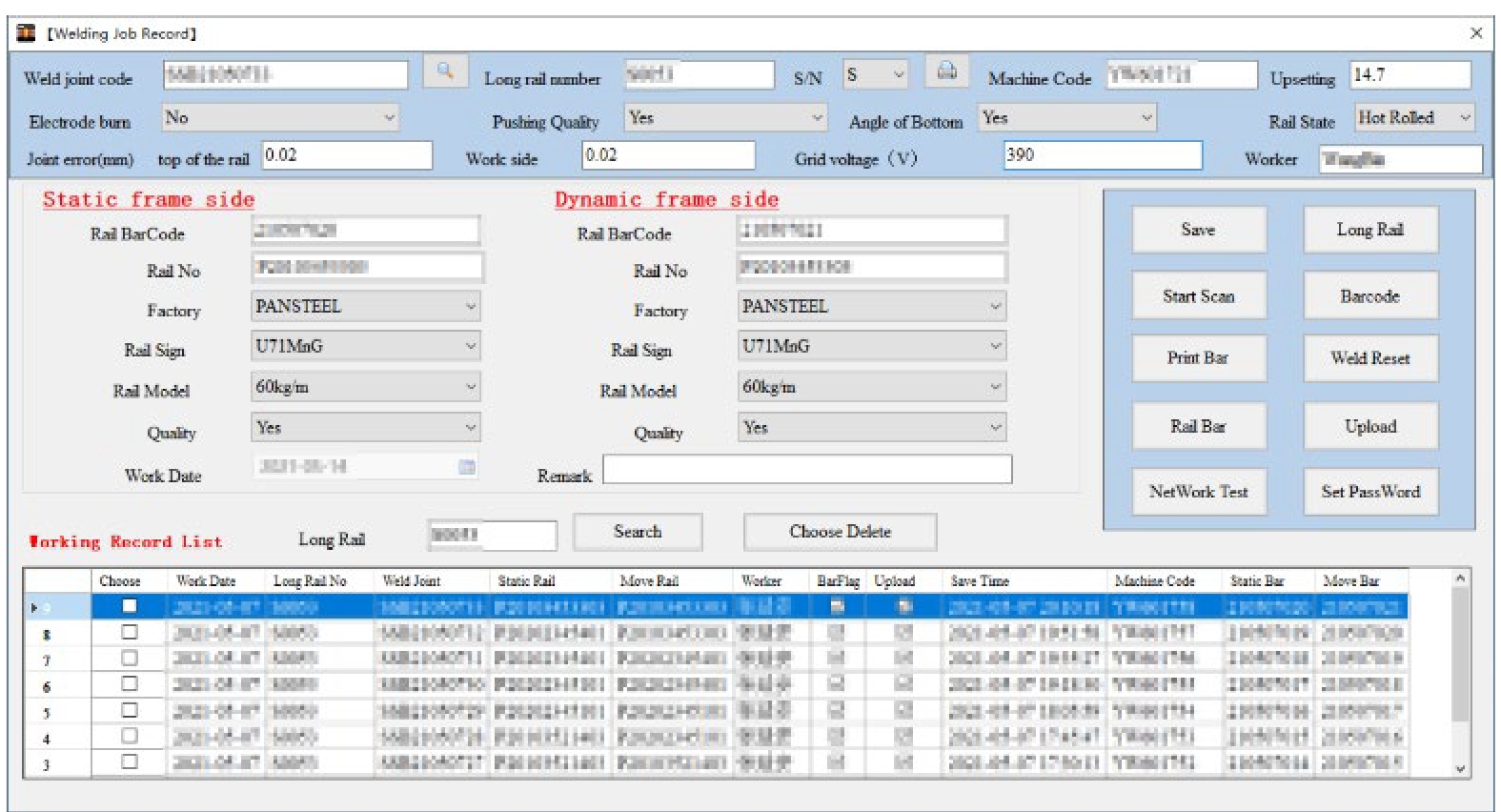
4.2 工位操作
在每个工位的操作终端上运行有工位操作子系统,用于接头相关质量数据、作业人员信息、作业状态、接头编号等数据信息的采集和录入,子系统界面如图6所示。工位操作子系统根据系统业务流程开发了8个独立模块,分别针对不同工位的功能需求和数据采集要求进行设计,包括焊前处理工位模块、焊接工位模块、粗铣工位模块、正火工位模块、矫直工位模块、精磨工位模块、外检工位模块、探伤工位模块等。每一个工位模块都能独立运行,并通过以太网接入系统服务器,采集的数据可同时保存在本地数据库和服务器网络数据库中。
4.3 实时监控
实时监控子系统包括工位监测和长轨监测,可对工位操作情况、生产完成情况、接头质量数据等信息进行可视化展示,供生产管理人员对整个焊轨基地生产情况进行管控,子系统界面如图7所示。
(1)工位监测以接头编号为索引,展示各工位的流转情况、作业人员的基本信息和工位数据采集情况,并通过图形显示生产任务的完成情况等信息。
(2)长轨监测通过长轨编号和接头编号检索接头作业情况及质量数据,并对采集到的关键数据进行曲线绘制和图形化展示。
4.4 发货管理
发货管理App基于安卓系统开发,采用带有激光扫码功能的手持终端,主要功能包括:用户管理、出库管理和数据上传管理。
(1)用户管理用于设置发货人员的基本信息。
(2)出库管理利用手持终端扫描待出库的长轨编号,形成出库记录单。
(3)数据上传管理利用Wi-Fi与数据服务器进行交互,将出库记录单中的长轨编号与接头质量数据进行关联,形成发货质量数据包并移交给建设单位和运营单位,实现钢轨接头的质量可追溯性。
5 关键技术
5.1 多元数据采集
为保证焊轨基地多元数据采集的完整性和准确性,系统采用了直接和间接两种数据采集模式。直接采集模式是在各工位操作平台上通过以太网接口连接设备工控机,利用TCP/IP协议传输并采集设备生产过程中的全部加工数据。间接采集模式读取操作终端输入的文本数据,采用定时器的方式直接上传至服务器。直接采集可获取设备的原始数据,进而有利于数据的后期处理和分析;间接采集可实现包括人工录入和系统定义等更多信息的覆盖。
5.2 数据安全技术
系统采用网络数据库MySql和单机数据库SQLite相结合的方式,既保证了数据的集中存储,又保证了各工位的独立性。服务器端采用热机双备技术,建立主/从数据库实时备份模式,并采用不间断电源进行供电,保证服务器端数据的安全可靠。各工位操作平台采用SQLite数据库,在网络正常状态下,数据同时保存在本地和网络数据库中;在网络故障的情况下,数据暂时保存在本地数据库中,等网络恢复正常后,再同步至网络数据库。
5.3 接头识别技术
系统采用了条形码自动识别技术对长钢轨和接头进行身份标识,与质量数据进行关联从而实现对接头质量的全寿命周期管理。雅万高铁焊轨基地的长轨编号由1位字母和4位数字组成,接头编号由3位字母和8位数字组成。系统采用了Code128条形码,具有编码密度高和易识别等特点;基地采用工业级高速条码扫描仪,可确保在钢轨高速输送过程中准确地识取条码信息。
6 结束语
雅万高铁焊轨基地信息管理系统与焊轨基地同步建设、运行,有力地保障了雅万高铁焊轨基地生产任务的顺利开展。系统实现了对接头质量信息的应采尽采和各工位的无纸化作业。生产管理人员通过数据管理子系统和实时监控子系统可对生产全过程进行监控,对接头质量问题进行数据分析和溯源,对各工位及整个生产任务进行统计分析和管理。
该系统的应用提高了雅万高铁焊轨基地的信息化水平、生产效率及管理水平,对于钢轨焊接质量的控制具有重要作用。在现有基础上可进一步运用大数据技术,与后续铺轨、运营及维护信息进行整合,实现接头的全寿命周期管理,更好地保障铁路运输安全。
-
[1] 高振坤,丁 韦,李 力,等. 我国固定式钢轨闪光焊机发展与应用 [J]. 热加工工艺,2018,47(17):5-9. [2] 王振强. 焊轨基地标准化建设的成果与展望 [J]. 铁道技术监督,2018,46(3):9-13. DOI: 10.3969/j.issn.1006-9178.2018.03.004 [3] 高文会. 《中国制造2025》下的轨道焊接技术发展方向 [J]. 铁路技术创新,2016(3):9-11. [4] 于蓉生. 现代焊轨基地的生产管理 [J]. 电焊机,2012,42(2):93-96. DOI: 10.3969/j.issn.1001-2303.2012.02.025 [5] 李 力,高文会,宋宏图. 钢轨焊接数据库的开发与应用 [J]. 铁路计算机应用,2012,21(7):33-35. DOI: 10.3969/j.issn.1005-8451.2012.07.010 [6] 张 瑶. 质量管理和计算机信息管理在道岔质量控制中的应用 [J]. 铁道技术监督,2011,39(1):21-23. DOI: 10.3969/j.issn.1006-9178.2011.01.009 [7] 杨怀志,吴艳华,程智博. 基于铁路数据服务平台的高速铁路工务设备大数据应用研究 [J]. 铁路计算机应用,2018,27(7):85-89. DOI: 10.3969/j.issn.1005-8451.2018.07.019 [8] 赵 斗. 雅万高铁技术标准研究 [J]. 中国铁路,2018(12):7-14. -
期刊类型引用(2)
1. 李娜,高振坤,郝玉朋,李金华. 海外铁路项目自主化焊轨基地技术现状及展望. 铁道工务. 2024(04): 36-39 .  百度学术
百度学术
2. 彭鹏,高振坤. 雅万高铁临时焊轨基地集成技术研究及应用. 中国铁路. 2023(12): 130-137 . 百度学术
其他类型引用(0)
 下载:
下载:




计量
- 文章访问数: 100
- HTML全文浏览量: 146
- PDF下载量: 15
- 被引次数: 2
